河北复合耐磨钢板
河北双金属耐磨钢板
河北堆焊耐磨钢板
河北堆焊耐磨衬板
河北耐磨复合板
河北堆焊复合钢板
河北堆焊耐磨管
河北耐磨复合管
河北堆焊耐磨弯头
河北耐磨复合弯头
河北轧辊、中速磨堆焊加工
河北不锈钢焊丝
河北耐磨管道
河北双金属耐磨复合弯头
河北双金属耐磨弯头
河北中速磨、立磨磨辊(盘)堆焊修复
河北辊压机堆焊修复
河北耐磨明弧焊丝
河北高铬堆焊耐磨复合管道
河北疏浚管道
河北碳化铬复合耐磨管
河北矿山回填管道

详细信息
NEWS INFORMATION
应用范围
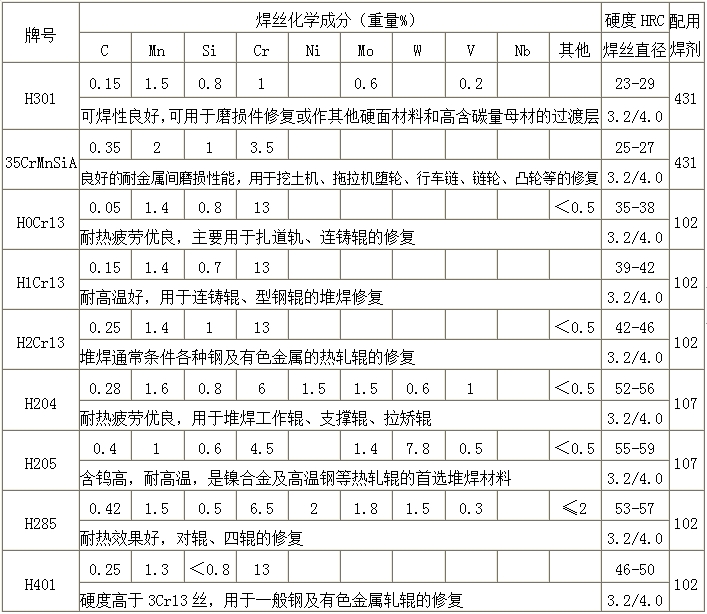
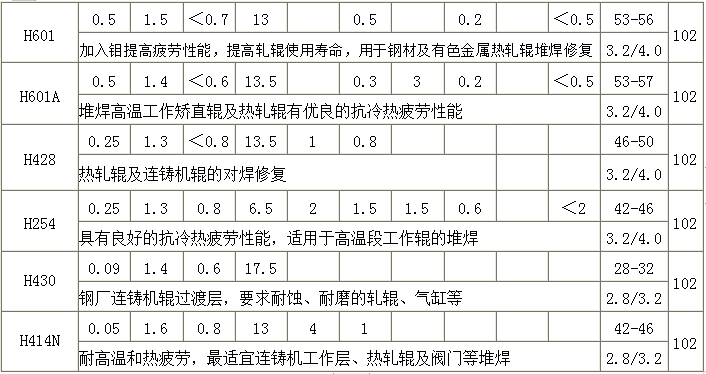
哈德瑞生产的马氏体埋弧焊丝主要应用于钢铁行业的轧辊及其件的堆焊,是连铸辊、开坯棍、支撑辊,矫直辊、夹送辊、炉底辊的理想材料,堆焊层间硬度HRc40-55之间,可根据不同用途的轧辊选择不同类型的焊丝,焊剂一般使用熔炼型431、260、102。
性能特点
轧辊堆焊药芯焊丝用于碳钢和相应强度较低的合金钢的焊接。焊接材料是由焊丝和焊剂组合而成的,埋弧焊接时,焊缝成分和性能是由焊丝和焊剂共同决定的。埋弧焊丝的选择既要考虑焊剂成分的影响,又要考虑母材成分的影响。为达到所要求的焊缝金属成分,也可采用一种焊剂(熔炼焊剂)与几种焊丝配合。也可采用一种焊丝与几种焊剂(烧结焊剂)配合。马氏体埋弧焊丝对焊层有较好耐金属间磨损、性能也有相当的粒磨损性能。马氏体埋弧焊丝可多层堆焊不出现裂纹,但一般应根据工件大小和形状要求相应的预热和焊接层间温度。
制作工艺
马氏体埋弧焊丝的生产工艺流程为:配粉——混料——成型——拉拔——收线——打包——检验。
马氏体埋弧焊丝具有尺寸,盘重大,化学成分稳定,产品性能优良,尤其是通条延伸性好,拉拔断头少等众多优点。
注意事项
埋弧焊焊接参数可分为主要参数和次要参数。主要参数是指那些直接影响焊缝质量和生产效率的参数,它们是指焊接电流、电弧电压、焊接速度、电流种类及极性和预热温度。对焊缝质量产生有限影响的参数为次要参数,它们是指焊丝直径、焊丝伸出长度、焊丝倾角、焊丝与焊件的相对位置、焊剂粒度、焊剂堆散高度等。
焊接参数从两方面决定了焊缝的质量。一方面,焊接电流、电弧电压和焊接速度三个参数综合的焊接热输入影响着焊缝的力学性能;另一方面,这些参数分别影响到焊缝的成型。这些参数的合理匹配才能焊制成型良好且无缺陷的焊缝。
技术参数