风机叶轮都是经过动平衡试验的,因为其转速高,所以对它的平衡要求也很高,特别是风机的叶轮,对外周的不平衡非常敏感,但其心部的微小不平衡感要求不是很高。
风机叶轮修复工艺规范
1、材质分析:对风机叶轮叶片部分取材进行定性定量分析,确定原厂叶片真实材料单,按我国材料标准向客户推荐叶片使用材料,并得到客户认可同意后,进行下一步的施工。
2、叶轮测绘:由哈德瑞对风机叶轮进行整体测绘,对叶片进行激光扫描,三坐标打点测绘,得出原厂家叶片的原始数据,并根据贵公司专工提供的技术参数,进行设计出图。
3、采用三坐标数控加工中心,将损坏叶片从根部加工清除,保证叶轮本体的垂直度、同心度,便于加工制造新的叶片回装复位。
4、引风机叶片工装的制造加工:根据测绘叶片图纸,设计、加工、制造、叶片锻件模具三套,(叶片粗锻模、叶片仿形锻模、叶片成形锻模)、量具、工装夹具、进行数控加工。
5、叶片加工制造:根据对叶片化验的材质,与贵公司专工协商,共同选择能满足引风机工况条件要求的叶片材料,对叶片进行机加工。
6、探伤:对叶片毛胚进行(超声波探伤、磁粉探伤),探伤标准按国标执行,每次经锻造的叶片毛胚需退火处理,已达到叶片内部组织晶粒细化。
7、检验:对加工的叶片必须上三坐标进行检验,已达到原厂家的设计标准。
8、叶片表面耐磨处理:经磁粉探伤合格后进行表面等离子喷涂,喷涂厚度不小于(1mm)喷涂材料选用耐磨材料碳化钨。
9、叶片的焊接:采用工装夹具对叶片进行定位,检测确认无误后方可进行焊接,预热温度150—200度,层间温度≥150度,焊接方法SWAM。对焊接部位进行超声波探伤合格后经热处理消除由焊接产生的应力。
10、动平衡:叶轮动平衡需加工专用工装夹具对叶轮进行动平衡。


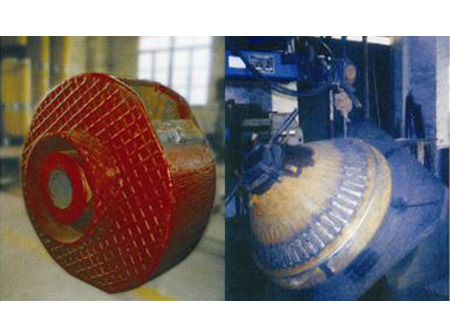
修复中 修复后